PRODUCT
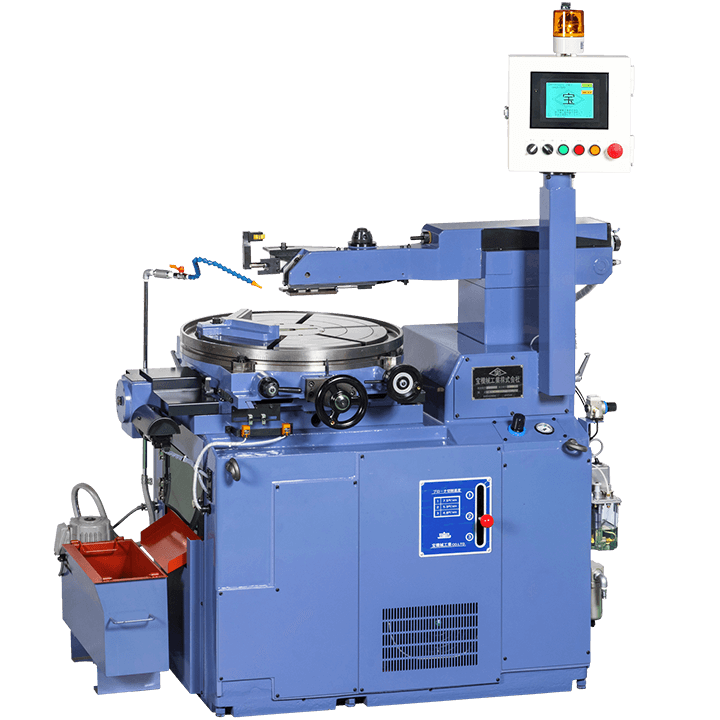
TK-250NSシリーズ(自動タイプ)
キー溝加工機製品
TK-250NS-S
(標準機)
特長その1
- エ具が簡単(スパナ・ボックスレンチ)
- 段取時間が短い
- ケガキ不要
- 熟練不要
- 多刃鋸刃状の刃具(ブローチ)使用により、在来のスロッター等よりも著しく能率
- キー溝深さを自由に設定できる
- テーパーキーも1/20まで治具不要
1/20以上も治具にて可能 - 丸物へ一本キー溝加エの際はほとんどのケースで刃具(ブローチ)以外の冶工具不要
- ブローチは再研磨できるので経済的
- 維持費、価格・能率においても他機種よりも経済的
- 多品種少量~大量生産まで巾広く対応
特長その2
- 切削可能溝巾は3~35mm
- 切削速度は3段変速
- 割り出しはノックピン方式により高精度割り出し
- テーブル面下でも切削中のブローチを補助できる
TK-250NS-AT
操作説明と特長
-
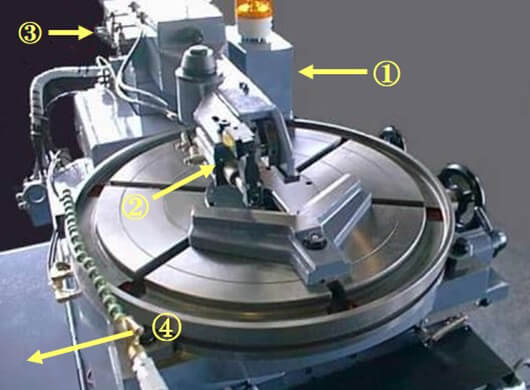
AT用追加操作パネル
標準機(NS-S)の操作パネルの上に設置されます。写真左は「TK-250NS-AT」のものですが、パネル以外は「-AF」「-AFW」「-AFW(B)」共通の仕様です。
※仕様表もご参照下さい
-
引き寄せシリンダー
標準機(NS-S)の手動開閉型。
AT~ではクランパー開き状態よりスタート→クランパー閉→引き寄せ閉じ→…と連動していくため「引き寄せ」はエアシリンダーによる自動タイプになります。
-
コラム自動停止用リミットスイッチ
クランパーを閉じた(テーブル面と平行)状態で「まだワークをクランプしない(ワーク上面~クランパー先端下面に空間がある)高さから「コラム(フォーク)」を下降していくと、ワークをクランプする高さで下降が自動停止します。標準機(NS-S)には無い仕様です。
-
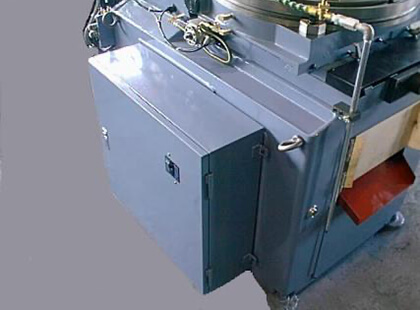
電装BOX
標準機(NS-S)の電装BOXは本体内に埋め込みのタイプです。AT~はシーケンサー分、AF~ではさらにサーボドライバー分容量が大きいこのタイプのBOXになります。
TK-250NS-AF
機能
- データー入力ガイダンス
- エラー復帰ガイダンス/タッチパネル式の採用により画面表示で操作性抜群
- ワーク別のデーター保存機能も搭載(80種類)
- 特殊仕様へのオプションスイッチ追加もタッチパネルですっきり/ユーザーオプション操作スイッチ、ランプ表示類も低価格・短納期が可能
- スライドクランプ(ワーククランプ口金)にリニアガイドを採用し能力・耐久性・自由度がアップ
-
❶ガイダンス画面
-
❷エラー表示
-

❹操作パネルAF~
-

❺スライド部AF~
その他の特長
- シーケンス制御により起動スイッチのみで連続自動運転可能(外部入力の可能→ロボット・ローダーとの対応)
- 加工中テーブル自動送り→原点復帰し終了
- 深い溝も全自動運転→広範囲な全自動化
TK-250NS-AFW(B)
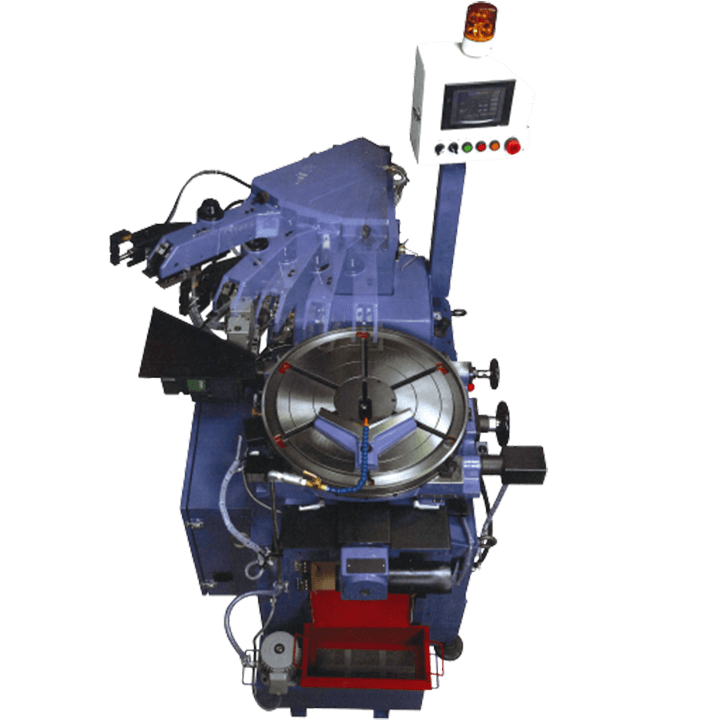
特徴
AF+自動割り出し(24等分)+首振り(B)
SPECIFICATION
仕様
主な仕様-1(機種別部分)
※ 表部分を横スクロールすることで
全体をご確認いただけます
| 機種名 | TK-250NS-S | TK-250NS-AT | TK-250NS-AF | TK-250NS-AFW | TK-250NS-AFW(B) |
|---|---|---|---|---|---|
|
|
|
NO IMAGE | |
|
| 仕様名 | 標準機 | サイクル自動 | テーブル送り自動 | AF+自動割り出し | AFW+首振り |
| 潤滑油ポンプ(集中給油) | 手動 | 自動 | 自動 | 自動 | 自動 |
| トータルカウンター | ー | 標準装備 | 標準装備 | 標準装備 | 標準装備 |
| パトライト(運転終了灯) | ー | 標準装備 | 標準装備 | 標準装備 | 標準装備 |
| サーボモーター(テーブル送り) | ー | ー | R88M-K20030H-S2 | R88M-K20030H-S2 | R88M-K20030H-S2 |
| テーブル送り速度(切削時・早送り時) | ー | ー | 6~9m/min | 6~9m/min | 6~9m/min |
| 1ストロークテーブル送り量 | ー | ー | 0.01~0.3mm | 0.01~0.3mm | 0.01~0.3mm |
| テーブル回転モーター | ー | ー | ー | 61K100RGK-LKF | 61K100RGK-LKF |
| 割り出し(ノックピン方式) | 12等分 | 12等分 | 12等分 | 24等分 | 24等分 |
| 機械重量 | 1080kg | 1220kg | 1220kg | 1220kg | 1220kg |
| 所要床面積(mm) | 1500×700 | 1500×900 | 1500×900 | 1500×900 | 1500×900 |
| 連続運転時の操作の違い ※標準機以外では… |
クランパー下降スイッチ →引き寄せレバー閉 →起動スイッチ(切削運転) →引き寄せレバー開 →クランパー上昇スイッチ |
シーケンス制御により起動スイッチのみで連続自動運転可能 (外部入力も可能→ロボット・ローダーとの対応) |
|||
| 切り込み深さ設定の違い ※サーボモーターにてテーブル送り自動の機種(AF~)では… |
|
|
|||
- ※TK-250NS-AF(B)型別途使用機
…AF+クランパー部45°自動旋回(Bタイプ追加オプション可能)
主な仕様-2(共通部分)
| 加工キー巾 | 3~35mm | |
|---|---|---|
| 加工物最大高さ | 250mm | |
| テーブル面の大きさ | 600Φ | |
| テーブル移動 | 前後 | 60mm |
| 左右 | 各20mm | |
| 加工物最小内径 | 8Φ | |
| ブローチセンター 〜コラム迄のフトコロ寸法 |
513mm | |
| スプライン加工最大内径 | 156Φ | |
| 外形(イケール)基準時の 加工物最大外径 |
約400φ | |
| 内径基準案内ゴマ使用時の 加工物最大外径 |
約900φ | |
| 床面~テーブル面高さ | 910㎜ | |
| ピストンストローク | 110mm | |
|---|---|---|
| 切削速度(3段変速) | 7.5m/min | |
| 5.9m/min | ||
| 4.8m/min | ||
| 空気圧シリンダー | 90φ×60st | |
| 100φ×125st | ||
| 50φ×180° | ||
| 主モーター(ブレーキモーター) ※3相200V |
3.7KW4P | |
| コラム駆動モーター | 400W4P | |
| クーラントポンプ | 60W2P | |
| 切削終了ランプ | 標準装備 | |
- ※予告なく仕様を変更することがあります、ご容赦ください。
CUTTING
切削加工例
-
四角
-
キー溝
-
ダブルキー溝
-
スプライン
-
六角穴
DOWNLOAD